

- Battery Manufacturing Equipment
- Battery Laboratory Assembly Equipment
- Battery Pack Assembly Equipment
- Sodium Ion Battery Manufacturing Equipment
- Dry Electrode Assembly Equipment
- Supercapacitor Assembly Equipment
- Battery Laboratory Equipment
- Li ion Battery Tester
- Battery Safety Tester
- Battery Material Tester
- Film Coating Machine
- Rolling Press Machine
- Electrode Mixer
- Coin Cell Crimping Machine
- Coin Cell Electrode Disc Punching
- Pouch Cell Sealing Machine
- Pouch Cell Stacking Machine
- Pouch Cell Forming Machine
- Pouch Cell Ultrasonic Welder
- Pouch Cell Electrode Die Cutter
- Cylinder Cell Sealing Machine
- Cylinder Cell Grooving Machine
- Cylinder Cell Slitting Machine
- Cylinder Cell Winding Machine
- Cylinder Cell Spot Welding Machine
- Electrolyte Filling
- Type Test Cell
- Other Battery Making Machine
- NMP Solvent Treatment System
- Li ion Battery Materials
- Ni / Al / Cu Metal Foam
- Cathode Active Materials
- Anode Active Materials
- Coin Cell Parts
- Lithium Chip
- Cylindrical Cell Parts
- Battery Current Collectors
- Battery Conductive Materials
- Electrolyte
- Battery Binder
- Separator and Tape
- Aluminum Laminate Film
- Nickel Strip/Foil
- Battery Tabs
- Graphene Materials
- Cu / Al / Ni / Stainless steel Foil
- Vacuum Glove Box
- Lab Furnaces
- Ball Mill
- Hydraulic Press
- Laboratory Equipment
- Customized Electrode
Lithium Battery Automatic Electrode Slitter Machine for Battery Electrode Cutting
Model Number:
TMAX-DMFQ-680Compliance:
CE compliantWarranty:
Two years limited warranty with lifetime technical supportPayment:
T/T, Credit Card, Paypal, LC, Western UnionDelivery Time:
3 days
Lithium Battery Automatic Electrode Slitter Machine for Battery Electrode Cutting
Function and structure

1. The frame adopts CNC to complete one-time processing through imported machine tools to ensure its high enough shape and position accuracy. When the frame bears the force and impact force of the machine tool, the elastic deformation generated by the front and rear parts of the frame is uniform, the stress distribution is balanced, and the frame is selected. High-quality A3 material, high strength, rigidity and stability.
2. The cutting blade is made of tungsten carbide series tungsten alloy steel, which has high hardness, strength, wear resistance and fatigue strength.
3. The bearing adopts imported high-quality bearings, with high rotation accuracy, capable of bearing the resonance force of the machine tool, compact structure, good rigidity, small deformation after load, and impact resistance.
4. The cutter set is driven by servo + reducer + cross shaft universal coupling. The entire power transmission mechanism has high transmission efficiency, stable operation, reliability, low noise and light vibration.
5. The drive roller adopts a servo motor + reducer + synchronous wheel drive mode. The entire power transmission mechanism has high transmission efficiency, stable and reliable operation, low noise and light vibration.
6. A knife dismantling bracket is set on the side of the slitting machine frame, and the knife group is disassembled from the side of the slitting machine frame, which is convenient and quick to disassemble and assemble the knife group.
7. All rollers have undergone strict testing and debugging for concentricity, straightness, parallelism, dynamic and static balance, to ensure that the equipment maintains long-term stable operation.
8. All operating parameters of the equipment can be set, displayed and recorded through the touch screen. All operating data of the slitting machine can be connected to the plant MES system through the inherent data transmission interface of the equipment.
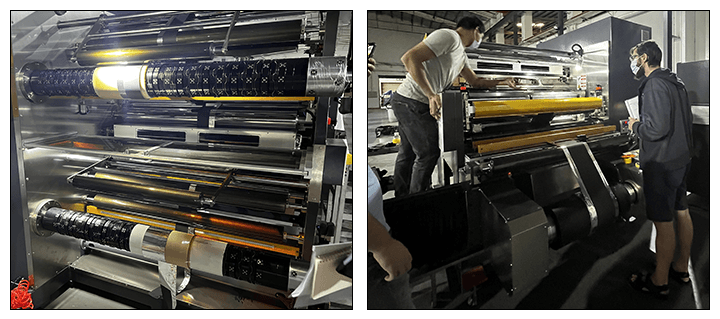
Leading tape diagram, from right to left
Manually load the material to the unwinding top cone→Jog operation equipment→Manually feed the material to the slitting knife for pre-splitting→Pass the pre-slit electrode sheets through the brush and tension roller to the winding shaft→Install the winding tube on the differential shaft→Fix the electrode sheet on the winding tube with tape→Set the required initial tension for unwinding and rewinding→Convert the correction system to automatic mode→Press the start button→The equipment will automatically cut and collect in rolls.
(Attached: Schematic diagram of equipment lead)

|
A Unwinding adjuster roller |
∮100 passive |
|
K Brush roller |
∮80 passive |
|
B Tension detection roller |
∮80 passive |
L Upper drive roller |
∮100 active |
|
|
C Feeding rubber roller |
∮70 passive |
M Brush roller |
∮80 passive |
|
|
D Feed roller |
∮100 active |
N Brush sheet passing roller |
∮80 passive |
|
|
E (Blade set) Feed roller |
∮50 passive |
O Lower drive roller |
∮100 active |
|
|
F Upper blade |
∮100 active |
P Approach roller |
∮80 passive |
|
|
G Lower blade |
∮100 active |
Q Approach roller |
∮80 passive |
|
|
H Bottom discharge guide roller |
∮50 passive |
R Scrap guide roller |
∮20 passive |
|
|
I Upper discharge guide roller |
∮50 passive |
S Scrap drive roller |
∮80 active |
|
|
J Brush roller |
∮80 passive |
T Scrap clamping rubber roller |
∮60 passive |
Main technical parameters
1.Unwinding device
|
Function |
Under a certain tension control, the electrode sheet is passively provided for the slitting, and the tension of the electrode sheet is controlled through the control panel, and the tension can be adjusted. |
|
Unwinding single-axis center unwinding |
Support at both ends. |
|
Effective use length |
75mm |
|
Unwinding drive |
Passive unwinding with magnetic powder brake. |
|
Tension control system |
The magnetic powder brake and the tension controller are synchronously controlled. |
|
Adjustable tension range |
0~200N |
|
Tension fluctuation |
≤±1% |
|
Correction control |
Servo correction system, infrared sensor monitoring. |
|
Correction stroke |
±50mm |
|
Unwinding diameter |
Ф70~Ф500mm |
|
Maximum load-bearing of single-axis center unwinding |
500Kg |
|
Steel roller passing roller |
Ф100mm steel roller, after metal electroplating treatment, the surface finish reaches RA0.8, and is tested for static and dynamic balance. The whole machine is also equipped. . |
2.Front connecting device
|
Function |
Used to connect the electrode sheet when changing the material roll to reduce the waste of electrode sheet. |
|
Composition |
It is composed of connecting plate, pressing rod, air cylinder, guide roller, etc. |
|
Control |
The pneumatic valve controls the cylinder to compress and loosen the electrode sheet |
|
Operation |
Manual belt connection, double pressing bar, single dicing slot. |
3.Cutter device
|
Function |
Realize the continuous slitting of the battery electrode sheet roll material after rolling into the roll material with process size and quality requirements. |
|
Principle |
The forward and reverse rotation of the upper and lower cutting blades are controlled separately to achieve the cutting effect. |
|
Drive |
0.4KW servo motor drives the upper and lower cutting axis to achieve the cutting effect. |
|
Cutting speed |
The cutting speed is synchronized with the main machine. |
|
Upper cutting blade |
Φ100×Φ65×0.7mm |
|
Lower cutting blade |
Φ100×Φ65×2mm |
|
Cutting width |
Adjustable according to process size. |
4.Dust removal device
|
Function |
Clean up dust and burrs on the electrode sheet. |
|
Composition |
Consists of upper and lower brushes, cylinders, high-pressure fans, etc. |
|
Principle |
Use upper and lower brushes to brush down the dust and burrs on the electrode sheet, through the dust suction bucket, the dust and air are separated by the cyclone separator, and the clean air is regularly cleaned by the fan and the muffler. |
|
Number of brushes |
4 |
5.Slitting machine
|
Overall structure |
The two vertical boards are arranged horizontally up and down and installed oppositely. |
|
Rack |
The whole A3 steel is formed by CNC at one time. |
|
Bearing |
Imported high-quality bearings. Clearance 0.03-0.05mm |
|
Lubrication |
3#Lithium Grease |
|
Cutter |
a.Upper knife specification: Φ100×Φ65×0.7mm Lower knife Φ100×Φ65×2mm b.Material: Tungsten carbide series alloy steel, cryogenic treatment c. Cutter hardness HRC67-68 degrees d. The servo motor is connected to the universal coupling via the gear box to drive the tool post to run. e. Servo motor power: 0.4kW/unit, (two units) f. Cutting speed 2-50/min |
6.After the belt device
|
Function |
Used to connect the electrode sheet when it is broken during the slitting process or when changing the material roll to reduce the waste of electrode sheet. |
|
Composition |
Composed of pressure rod, cylinder, and other parts. |
|
Control |
The cylinder is controlled by a manual pneumatic valve to compress and loosen the electrode sheet |
|
Operation |
Manual connection |
7.Winding device
|
Function |
Under a certain tension control, the slitted electrode sheets are collected into rolls, and the tension of the electrode sheets is controlled by an electromagnetic proportional valve, and the tension can be adjusted. |
|
Rewinding slip shaft |
Φ74mm supported at both ends. |
|
Specification of electrode sheet reel |
Max. outer diameter: Φ450mm |
|
Weight of electrode sheet reel |
Max. single shaft: 250kg |
|
Tension control |
Electromagnetic proportional valve control. |
|
Adjustable tension range |
0~15N. |
|
Tension fluctuation |
≤±1%. |
|
Rewinding shaft drive |
Variable frequency motor for active rewinding |
8.Scrap device
|
Function |
Through the synchronous belt transmission, the scrap after cutting is collected into the waste box. |
|
Receiving roller shaft |
Φ80mm surface electroplating treatment. |
|
Receiving rubber roller |
Φ60mm mandrel steel roller outer layer is covered with rubber. |
|
Tension control |
The magnetic particle controller controls the tension. |
|
Adjustable tension range |
0~10N. |
|
Scrap device drive |
synchronous drive of active roller |
Basic configuration
|
Name |
Brand |
Origin |
|
CPU |
Huichuan/Panasonic |
Japan/China |
|
Touch screen |
MCGS |
China |
|
Tension control system |
KRD |
China |
|
Tension detector |
KRD |
China |
|
Correction control system |
Puliyuan |
China |
|
Frequency converter |
Huichuan |
China |
|
servo motor |
Huichuan |
China |
|
Low-voltage electrical appliances |
Schneider |
France |
|
Pneumatic solenoid valve |
Airtac/SMC |
Japan/Taiwan |
|
Rotary encoder |
Omron |
Japan |
|
Proximity switch |
Omron |
Japan |
|
Solenoid proportional valve |
Airtac |
Taiwan |
|
Linear track |
TBI |
Taiwan |
|
Bearing |
NSK/HRB |
Japan/Domestic brand |
|
Slip shaft |
CHAMP 10N |
China |
Accessories
|
Accessories(single device) |
||||
|
No. |
Name |
Model |
Quantity |
Note |
|
1 |
Slitting blade holder |
750 special tool holder |
1 set |
|
|
2 |
Hydraulic mobile tool adjustment work cart |
750 type special loading lathe |
1 set |
Essentials |
|
3 |
Waste box |
|
1 set |
Essentials |
|
4 |
Allen wrench |
1-10 |
1 set |
Essentials |
|
5 |
Circlip pliers |
Waika |
1 set |
Essentials |
|
6 |
Hook wrench |
50-75mm |
1 set |
Essentials |
|
7 |
Cylindrical wrench |
∮4mm |
1 set |
Essentials |
|
8 |
Blade set cover |
Plexiglass |
1 set |
Essentials |
|
9 |
Blade handle |
|
1 set |
Essentials |
|
10 |
Slitting Machine Operation Manual |
|
1 set |
Essentials |
|
11 |
Electrical diagram |
|
1 set |
Essentials |




 cindy@tmaxcn.com
cindy@tmaxcn.com David@battery-equipments.com
David@battery-equipments.com Wechat 13506084915
Wechat 13506084915